All efforts to optimise production, increase margins, or even just track performance require high quality data on which to make informed decisions. Industrial connectivity gives you access to that data and the power to analyse it without any major disruptions to your manufacturing process while providing the necessary architecture for any future digitalisation efforts. If you are still not using your data, connectivity is your smartest investment with the biggest ROI potential.
The short answer to that question is yes. Data sent to the cloud or through a network is vulnerable to unauthorised access or cyberattacks. But smart safety measures such as network segmentation, firewall implementation and secure communication provide multiple layers of protection, and a well-made connectivity solution is designed with these measures built in.
The two terms are not mutually exclusive. Connectivity is becoming a foundational step in implementing an MES solution. While MES doesn’t inherently need connectivity, the merging of the two technologies results in a much more comprehensive and powerful solution.
The ability to connect isn’t conditioned by the equipment’s age. While an old machine most likely has no built-in ways of extracting or transferring operational data, we can use other devices such as PLCs or various sensors to give it that ability. An investment into new equipment always needs to be weighed against the value of an established machine with new-found data.
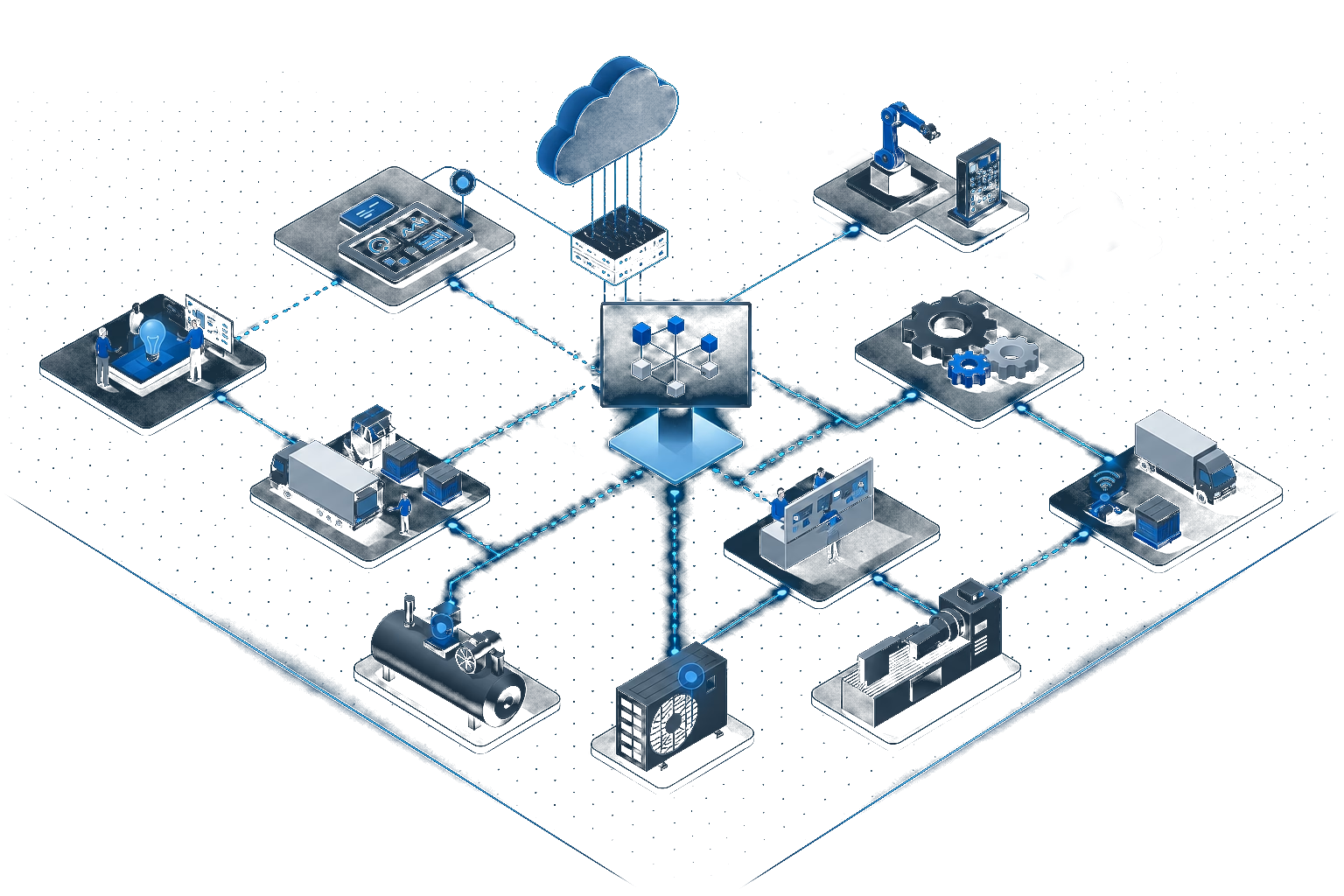
Depending on their use, industrial connectivity protocols are divided in two distinct groups. OT protocols such as Modbus, PROFINET, and OPC UA are used to connect machines and control systems, while IIoT protocols such as MQTT, REST, or AMQP are used to connect to edge, cloud, and analytics platforms.
Imagine the machines in your factory as a diverse team of individuals that each speak a different language. They also communicate in illegible alphabets and aren't unified in how they mark dates and time. The result: several machines measuring the same thing — say, operating temperature — send data labelled "temp_C", "T1_celsius", or sometimes just a raw number with no label at all. Your smart systems don't know these are the same measurement coming from different machines.
A unified namespace establishes a single, well-structured environment where all that data is collected, standardised, and made accessible in one place — a single source of truth for your manufacturing data. That temperature reading, regardless of which machine sent it or how it was formatted, arrives consistently labelled, accurately timestamped, and attached to the asset it came from. This allows all the data to be understood by your smart systems or used in your predictive manufacturing processes.